NX 프로토콜을 다시 분석하는 과정에서 막간을 이용해 NX 렌즈를 아두이노로 직접 컨트롤하는 테스트를 진행해봤습니다.
수년전에도 같은 테스트를 한적이 있는데, 그 때는 아두이노를 사용하지는 않았었습니다. 이번에 아두이노로 한 것은 관심있는 분들이 쉽게 시도해보시라고 한번 올려봤습니다.
사용한 아두이노는 여러 아두이노 종류 중에, 아두이노 나노라고 하는 모델입니다. 이유는 SPI 통신에 3.3V를 사용하기 때문에, NX 가 사용하는 로직 전압과 같기 때문이고, 이베이 같은 곳을 이용하면 2-3천원에 구매할 수 있습니다.
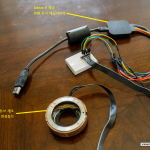
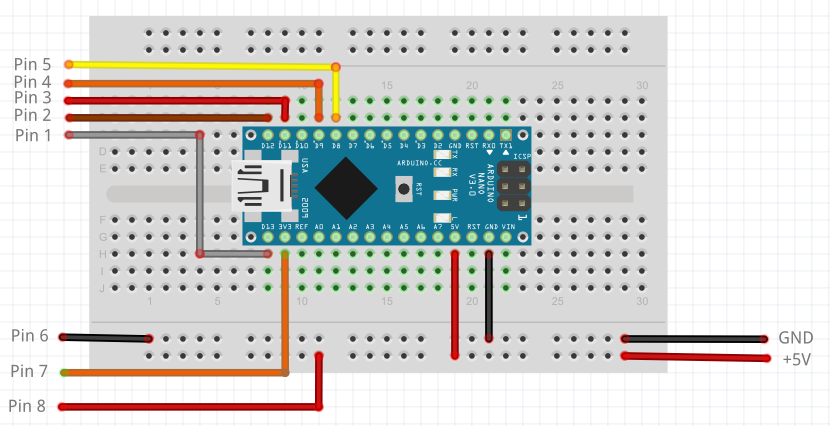
아래는 아두이노 나노를 NX 마운트의 어느 핀에 연결을 해야 하는지 나타내주는 배선도입니다. 외부전압은 5V를 사용해주시고, 가능하면, USB를 아두이노에 직접 공급하는 전압을 사용하지는 마십시오. 전류가 부족해 좀 불안정합니다.
테스트에 사용한 아두이노 소스코드는 GitHub에 공개했습니다. 아래 링크에서 소스코드를 받으실 수 있습니다.
https://github.com/blueringlab/NXLensControlTest
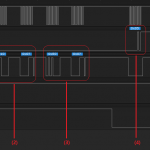
소스코드가 하는 일은 가장 처음 0x03 0xAA 0x55를 주고 받는 인증작업을 하고, 바로 이어서, NX렌즈를 MF 모드로 전환하는 명령을 렌즈로 내립니다. 그렇게 되면 모든 NX 렌즈는 외부 링으로 포커스를 조절할 수 있어집니다.
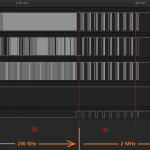
소스코드를 보시면 아시겠지만, 테스트 내내 클록을 2MHz가 아닌, 250 KHz로 사용하고 있습니다. 이렇게 사용하더라도 원활하게 통신을 주고 받습니다.
아래는 테스트 영상입니다.